Выгодная доставка по всем регионам
Выгодная доставка по всем регионам Электроды для сварки инвертором
Чтобы получить высоконадежный и прочный шов, нужно грамотно подобрать электроды для сварки инвертором. Однако на сегодняшний день очень легко запутаться в большом ассортименте подобных изделий на современном рынке.

Принципы выбора электродов
Если допущена ошибка при выборе сварочных электродов, то это может негативно сказаться на итоге рабочего процесса. Они имеют разновидности и различаются по следующим характеристикам:
- материалу изготовления;
- типу;
- диаметру;
- составу покрытия и др.
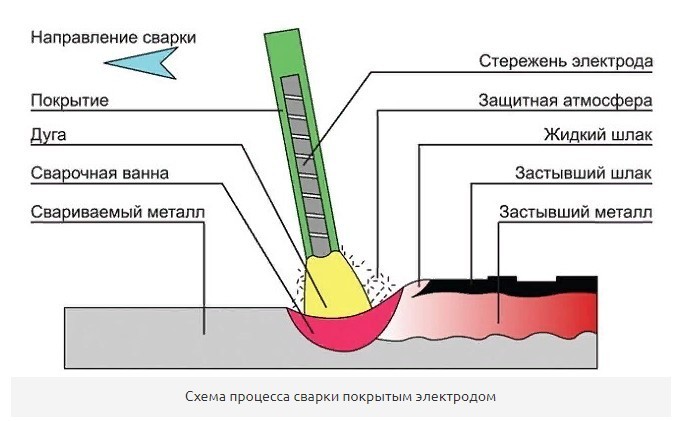
В этой публикации мы осветим такие темы как использование сварочных электродов для инвертора, правильный выбор. Сперва необходимо учесть, что электроды бывают плавящиеся и неплавящиеся. Первый тип изготавливается из стального стержня, на который наносят специальную обмазку. Она защищает сварочную зону и повышает стабильность горения дуги. Именно эту разновидность применяют для ручной дуговой сварки. Неплавящиеся электроды используют, чтобы выполнить сварку в среде аргона (защитный газ). Именно виды этой категории и особенности эксплуатации мы затронем в данной статье.
При выборе сварочных электродов для инвертора необходимо учесть ту особенность, что материал соединяемых деталей тоже повлияет на качество формируемого шва. Поэтому для сварки различных материалов используют электроды разных видов. Например:
- углеродные электроды соединяют изделия из низкоуглеродистого и низколегированного металла;
- ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75) электроды сварят изделия из легированных металлов;
- электроды с сердечником из высоколегированного металла ЦЛ-11 (ГОСТ 9466-75) для выполнения сварочных работ с наплавками или металлами других марок;
- электроды марки ОЗЧ-2 (ГОСТ 9466-75) для сварки чугуна.
Мы сформировали рейтинг сварочных электродов для инвертора, которые популярны на сегодняшний день:
- АНО. Не требуют дополнительного прокаливания, так как хорошо воспламеняются. С ними успешно работают и новички, и профессионалы;
- МР-3. Универсальные. Ими можно соединить даже неочищенные поверхности;
- МР-3С. Данные изделия подойдут для швов с повышенными характеристиками;
- УОНИ 13/55. Применяются для сварочных работ ответственных сооружений, к которым предъявляются требования к исполнению шва высокого качества. Новичку с ними работать будет трудно: необходим определенный опыт и высокая квалификация.
Преимущества популярных электродов
Большинство разновидностей современных сварочных электродов для инвертора имеет следующие преимущества:
- Простое выполнение сварочных работ. Трудности при сварке возникают, если изделия неправильно подобраны по составу материала сердечника;
- Высококачественный шов. Наиболее важная при сварке характеристика, что и обеспечат электроды вышеуказанных марок. Вы сможете получить в итоге внутри и снаружи, выпуклые или вогнутые соединения хорошего качества;
- Легко отделяемые шлаки. Шлак при сварочном процессе с такими электродами отделяется просто. За счет этого сразу определяется качество шва;
- Сварка деталей с коррозией. Само собой изделия со слоем ржавчины подвергают сварке редко, однако с такими электродами можно получить высококачественный и прочный швов даже в этом случае;
- Безопасность сварки по санитарно-гигиеническим нормам.
Отличия электродов друг от друга
Некоторые опытные специалисты-сварщики считают, что при сварке инвертором можно использовать любые электроды. Обычно такое утверждение основывается только на личном опыте и при выполнении работ определенного вида (сварочный процесс конструкций из профильного трубопроката или уголков). При выполнении работ инвертором к шву нет серьезных требований в плане герметичности. Следовательно, без вопросов можно применять электроды, имеющие диаметр 0,5-2 мм.
Диаметр и марка электрода выбирается, исходя из толщины металла, который нужно соединить благодаря им. Детали с большой толщиной следует длительно проваривать. Тогда получается, что и сварочный электрод надо подбирать с большим диаметром. Электродами для сварки маленького диаметра надо еще уметь работать по причине их быстрого сгорания. Как правило, эти изделия помогают выполнить прихватки.
На выбор электродов влияет и вид работ, в которых их придется эксплуатировать. Таким образом, когда идут сложные трассовые работы, используют электроды с большим диаметром, а конструкции из профильных материалов выполняются изделиями, имеющих диаметр до 2 мм. Именно их используют, в частности, при монтаже секционных ограждений и изготовлении других заборов из профильного трубного проката и профилированного настила.
Классификация электродов для сварки
Сварочные электроды классифицируются по разновидностям по их основному назначению. Итак, традиционно выделяют следующие виды для сварки:
- углеродистых и низколегированных сталей;
- высокопрочных теплоустойчивых сталей;
- высоколегированных сталей (электроды по нержавейке);
- алюминия и его сплавов;
- меди и ее сплавов;
- чугуна;
- наплавок и различных ремонтных работ;
- деталей из сталей неопределенного состава и сталей, которые тяжело поддаются сварке.
На электроды могут быть нанесены разные покрытия. По типу покрытий изделия подразделяются на четыре категории. Наиболее распространены электроды, обладающие 2 покрытиями. Изделиями с основным покрытием (основные) и более популярными являются электроды УОНИ 13/55. На них стоит остановиться при необходимости получения высококачественного сварного шва, который должен иметь в итоге исключительную ударную вязкость, пластичность и механическую прочность. К тому же, сварные швы от таких электродов будут высокоустойчивыми к кристаллизационным трещинам. Еще им не грозит естественное старение.
Их стоит выбрать в случае надобности выполнения монтажа сооружений ответственного типа, которые станут использовать в суровом климате. Они обладают следующим минусом. Если покрытие увлажнение или на соединяемых краях деталей есть коррозия, остатки масла или окалина, то в сварном шве сформируются поры. Еще они образовываются тогда в случае выполнения сварки на длинной дуге. Недостаток эксплуатации этих электродов – постоянный ток и обратная полярность сварки.
Другой вид – электроды, покрытые рутилом. Наиболее популярная марка – МР-3. Их успешно применяют, чтобы соединить детали из низкоуглеродистой стали. Электроды для сварки этой марки имеют следующие технологические преимущества, которые заключаются в:
- устойчивом горении дуги при сварке как на постоянном, и переменном токах;
- минимальном разбрызгивании материала в сварочном процессе посредством инвертора;
- возможности получения качественных сварных швов в любом пространственном положении;
- легком отделении шлака;
- прекрасных декоративных характеристиках сварных шов;
- сваривании поверхностей с коррозией или загрязнениями.

Выбор электродов по иным критериям
Род тока и его полярность – важнейшие характеристики сварочного процесса. Сварочными инверторами в основном вырабатывается постоянный ток, подключаемый к заготовке и электроду по 2-ум схемам:
- По прямой полярности. Здесь предполагается подключение плюса к массе, а минус – к держателю с электродом;
- По обратной полярности. По этой схеме минус подключается к массе, а плюс, естественно, к электроду для сварки.
Если использовать инвертор на прямой полярности, то соединяемые поверхности могут значительно нагреваться, что не произойдет при подключении полярности по обратной схеме. По этой причине выбор обратной полярности разумен при соединении инвертором деталей с маленькой толщиной. Обратная полярность в таких условиях защитит материал от прожогов.
Сварка на обратной полярности делает чувствительными к перегреву детали из высоколегированной стали. При прямой полярности, когда заготовка значительно нагревается разумно соединять материалы, имеющие большую толщину и массивность.
При сварке инвертором эти взаимосвязанные параметры будут наиболее значительными. Отметим:
- силу тока при сварке;
- диаметр электродов;
- толщину соединяемых заготовок.
При выборе электродов необходимо учесть толщину соединяемых деталей, оказывающих влияние. При сварке заготовок небольшой толщины (до 1,5 мм) механическое соединение не подойдет. В этой случае лучше воспользоваться полуавтоматическими аппаратами или же устройствами, позволяющими выполнить сваривание в среде аргона.
Размышляя о выборе сварочных электродов для создания конструкций с определенной толщиной, следует принять во внимание критерии для деталей со следующей толщиной:
- 2 мм / электроды 2,5 мм;
- 3 мм / электроды 2,5–3 мм;
- 4–5 мм / электроды 3,2–4 мм;
- 6–12 мм / электроды 4–5 мм;
- более 13 мм / электроды 5 мм.
Правильный выбор диаметра электродов очень важен, потому как в случае превышения этой характеристики плотность сварочного тока снизится. Так сварочная дуга будет отличаться неустойчивостью, провар деталей станет ухудшенным, а ширина сварного шва увеличенной. У большинства производителей на упаковке можно прочитать информацию о значениях силы тока и их использовании.

Если же информация не размещена, то придерживайтесь следующих советов. Итак, со следующим диаметром электродов должна применяться определенная сила тока:
- 2 мм / 55-65 А;
- 2,5 мм / 65-80 А;
- 3 мм / 70-130 А;
- 4 мм / 130-160 А;
- 5 мм / 180-210 А;
- 6 мм / 210-240 А.
Исходя из вышесказанного, чтобы выполнить качественную сварку посредством инвертора, необходимо грамотно выбрать электроды по диаметру и выставлять оптимальный сварочный ток. Если, например, Вы свариваете инвертором металл небольшой толщины с электродами, имеющими большой диаметр или при превышающей силе сварочного тока, то в готовом соединении могут появиться поры. По этой причине качественность шва значительно снизится.
Электроды зарубежных производителей
На рынке изделия ESAB наиболее популярны. Характерная особенность шведских электродов – обозначение «ОК» и последующие четыре цифры. Среди огромного выбора моделей электродов этой марки больше всего распространены следующие:
- ОК 46.00. Напоминают изделия МР-3. Ими можно работать с деталями из углеродистых низколегированных сталей на постоянном и переменном токах. Соединение получается высококачественным;
- ОК 48.00. Сварка на постоянном токе для соединений особо ответственных конструкций;
- ОК 53.70. Специализированный тип для сварки корневых проходов, стыков трубного проката;
- ОК 61.30 и 63.20. Предназначены для соединения заготовок инвертором из нержавейки, однако неясно, подходят ли они для сварки необходимой марки стали;
- ОК 68.81. Благодаря этим электродам можно сварить детали из неопределенных и свариваемых трудно марок металлов;
- ОК 96.20. Предназначены для работы с чугуном, а также соединения его сталью;
- ОК 92.60. Сваривают алюминиевые изделия, его сплавы.
Ко всему прочему, в ассортимент электродов данной марки располагает моделями, благодаря которым можно производить сварку меди и ее сплавов.
Что учесть при выборе сварочных электродов
Из всего изложенного можно сделать вывод, что выделяется ряд основных характеристик выбора электродов для сварки инвертором. Сперва следует учесть материал, который будет подвергаться сварке. Если производится монтаж конструкции ответственного типа, то лучше предпочесть зарекомендованного на рынке изготовителя. Например, для этого отлично подойдет торговая марка ESAB от известного шведского производителя.
Если на поверхности деталей из углеродистой стали есть коррозия или она влажная, то лучше предпочесть изделия с рутиловым покрытием. Электроды основного типа применяют тогда, когда нужна сварка инвертором ответственных сооружений. Качество шва будет зависеть от тщательности в подготовке соединяемых поверхностей. Для лучшего понимания выполнения такой подготовки посмотрите обучающий ролик в интернете.
В зависимости от толщины деталей, которые будут свариваться инвертором состоит не только выбор диаметра сварочных электродов. А также определение силы тока, также влияющего на качество формируемого шва. При планировании сварочного процесса всегда следует учитывать, что при правильно подобранных электродах Вы получите соединение высокого качества даже с недорогим инвертором.